齿坯的机械加工方案的选择
对于轴齿轮和套筒齿轮的齿坯,其加工过程和一般轴、套基本相似,现主要讨论盘类齿轮齿坯的加工过程。齿坯的加工工艺方案主要取决于齿轮的轮体结构和生产类型。
1. 大批大量生产的齿坯加工
大批大量加工中等尺寸齿坯时,多采用“钻一拉一多刀车”的工艺方案。
(1)以毛坯外圆及端面定位进行钻孔或扩孔。
(2)拉孔。
(3)以孔定位在多刀半自动车床上粗精车外圆、端面、切槽及倒角等。
这种工艺方案由于采用高效机床可以组成流水线或自动线,所以生产效率高。
2. 成批生产的齿坯加工
成批生产齿坯时,常采用“车一拉一车”的工艺方案
(1)以齿坯外圆或轮毅定位,精车外圆、端面和内孔。
(2)以端面支承拉孔(或花键孔)。
(3)以孔定位精车外圆及端面等。
这种方案可由卧式车床或转塔车床及拉床实现。它的特点是加工质量稳定,生产效率较高。
当齿坯孔有台阶或端面有槽时,可以充分利用转塔车床上的多刀来进行多工位加工,在转塔车床上一次完成齿坯的加工。
轮齿加工方法
齿轮齿圈的齿形加工是整个齿轮加工的核心。齿轮加工有许多工序,这些都是为齿形加工服务的,其目的在于最终获得符合精度要求的齿轮。
按照加工原理,齿形可分为成形法和展成法。成形法是用与被切齿轮齿槽形状相符的成形刀具切出齿面的方法,如铣齿、拉齿和成型磨齿等。
展成法是齿轮刀具与工件按齿轮副的啮合关系作展成运动切出齿面的方法,如滚齿、插齿、剃齿、磨齿和珩齿等。
齿形加工方案的选择,主要取决于齿轮的精度等级、结构形状、生产类型及生产条件,对于不同的精度等级的齿轮,常用的齿形加工方案如下:
(1)8级精度以下齿轮
调质齿轮用滚齿或插齿就能满足要求。对于淬硬齿轮可采用:滚(插)齿—齿端加工—淬火—校正孔的加工方案。但淬火前齿形加工精度应提高一级。
(2)6-7级精度齿轮
对于淬硬齿轮可采用:粗滚齿—精滚齿—齿端加工—精剃齿—表面淬火—校正基准—珩齿。
(3)5级精度以上齿轮
一般采用:粗滚齿—精滚齿—齿端加工—淬火—校正基准—粗磨齿—精磨齿。磨齿是目前齿形加工中精度最高,表面粗糙度值最小的加工方法,最高精度可达3-4级。
1. 铣齿
齿轮精度等级:9级以下
齿面粗糙度Ra:6.3~3.2μm
适用范围:单件修配生产中,加工低精度的外圆柱齿轮、齿条、锥齿轮、蜗轮
2. 拉齿
齿轮精度等级:7级
齿面粗糙度Ra:1.6~0.4μm
适用范围:大批量生产7级内齿轮,外齿轮拉刀制造复杂,故少用
3. 滚齿
齿轮精度等级:8~7级
齿面粗糙度Ra:3.2~1.6μm
适用范围:各种批量生产中,加工中等质量外圆柱齿轮及蜗轮
4. 插齿
齿轮精度等级:8~7级
齿面粗糙度Ra:1.6μm
适用范围:各种批量生产中,加工中等质量的内、外圆柱齿轮、多联齿轮及小型齿条
5. 滚(或插)齿—淬火—珩齿
齿轮精度等级:8~7级
齿面粗糙度Ra:0.8~0.4μm
适用范围:用于齿面淬火的齿轮
6. 滚齿—剃齿
齿轮精度等级:7~6级
齿面粗糙度Ra:0.8~0.4μm
适用范围:主要用于大批量生产
7. 滚齿—剃齿—淬火—珩齿
齿轮精度等级:7~6级
齿面粗糙度Ra:0.4~0.2μm
适用范围:主要用于大批量生产
8. 滚(插)齿—淬火—磨齿
齿轮精度等级:6~3级
齿面粗糙度Ra:0.4~0.2μm
适用范围:用于高精度齿轮的齿面加工,生产率低,成本高
9. 滚(插)齿—磨齿
齿轮精度等级:6~3级
齿面粗糙度Ra:0.4~0.2μm
适用范围:用于高精度齿轮的齿面加工,生产率低,成本高
齿端的加工
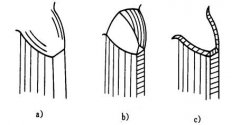
齿轮的齿端加工有倒圆、倒尖、倒棱和去毛刺等方式,下图所示。倒圆、倒尖后的齿轮在换档时容易进人啮合状态,减少撞击现象。倒棱可除去齿端尖边和毛刺。

齿端加工
a)倒圆 b)倒尖 c)倒棱
下图是用指状铣刀对齿端进行倒圆的加工示意图。倒圆时,铣刀高速旋转,并沿圆弧作摆动,加工完一个齿后,工件退离铣刀,经分度再快速向铣刀靠近加工下一个齿的齿端。齿端加工必须在齿轮淬火之前进行,通常都在滚(插)齿之后,剃齿之前安排齿端加工。